

Mô tả
Hạt nhựa kỹ thuật COMPOUND là gì?
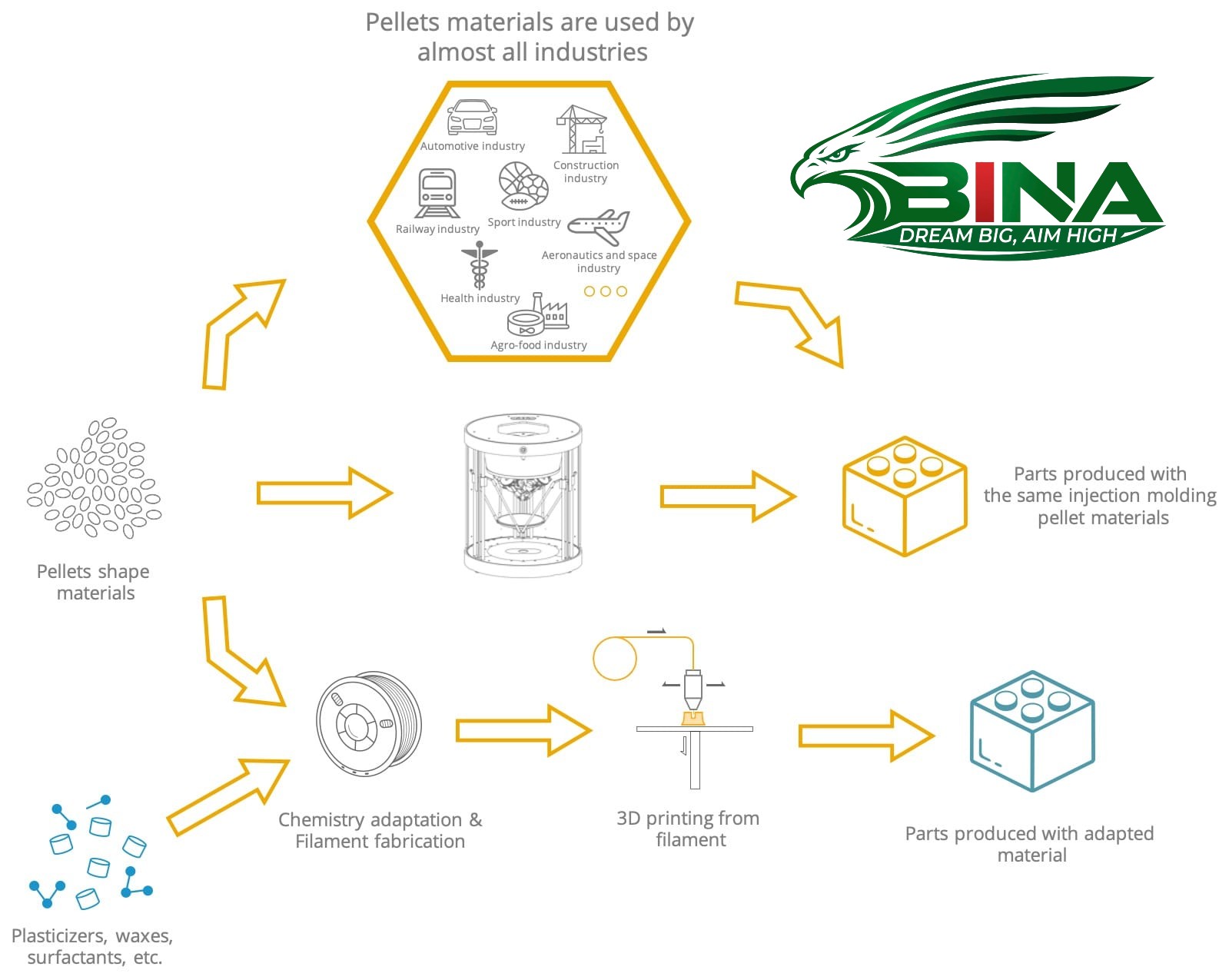
Hạt nhựa kỹ thuật COMPOUND tổng hợp (Composite) là nguyên liệu nhựa dạng hạt được tạo ra bằng cách trộn vật lý hoặc hóa học nhựa kỹ thuật cơ bản (nhựa) với các chất phụ gia, vật liệu gia cường hoặc chất độn khác nhau, sau đó ép đùn. Vật liệu này nhằm mục đích tăng cường các đặc tính cụ thể của nhựa để đáp ứng nhu cầu về độ bền cao, khả năng chịu nhiệt, khả năng chống cháy hoặc các chức năng đặc biệt trong môi trường khắc nghiệt.
 |
 |
 |
 |
◆Tìm hiểu thêm:
- https://hadupack.com/san-pham/hat-nhua-ldpe/
- https://hadupack.com/san-pham/hat-nhua-pc/
- https://hadupack.com/san-pham/hat-nhua-pet/
Sau đây là mô tả chi tiết về hạt nhựa kỹ thuật tổng hợp:
1. Thành phần hạt nhựa kỹ thuật
- Nhựa kỹ thuật được cấu tạo từ nhiều thành phần để đạt được các đặc tính vật lý tuyệt vời:
- Nhựa cơ bản: Ví dụ như PA (Nylon), PC, PBT, POM, PPE và các loại nhựa kỹ thuật hiệu suất cao khác.
- Vật liệu gia cường: Ví dụ như sợi thủy tinh (GF) và sợi carbon (CF), được sử dụng để cải thiện độ bền cơ học và độ cứng của vật liệu.
- Chất phụ gia chức năng: Bao gồm chất chống cháy, chất ổn định nhiệt, chất chống tĩnh điện, chất bôi trơn, chất ổn định tia cực tím, v.v., để tạo ra các đặc tính vật lý hoặc hóa học đặc biệt cho vật liệu.
- Gia cường bằng bột khoáng: Ví dụ như bột talc và canxi cacbonat, được sử dụng để tăng độ cứng và giảm chi phí.
 |
2. Đặc điểm chính
- Ưu điểm của nhựa kỹ thuật composite nằm ở khả năng tùy chỉnh cao, có thể “bù đắp điểm yếu và điểm mạnh”:
Độ bền và độ cứng cơ học cao: Phù hợp hơn để thay thế các bộ phận kim loại so với nhựa thông thường (PP, PE). - Khả năng chịu nhiệt tuyệt vời: Nhiều vật liệu composite duy trì độ ổn định cấu trúc ở nhiệt độ cao.
- Chức năng đặc biệt: Có thể được thiết kế với các đặc tính dẫn điện, chống tĩnh điện, chống mài mòn cao hoặc tự bôi trơn.
- Độ ổn định kích thước: Giảm co ngót và biến dạng sau khi đúc.
 |
3. Các loại và ứng dụng phổ biến
- Vật liệu composite thường được phân loại theo chất phụ gia và thường được tìm thấy trong các sản phẩm công nghiệp cao cấp:
PA gia cường sợi thủy tinh (nylon + sợi thủy tinh): Được sử dụng cho các bộ phận ngoại vi động cơ ô tô và đầu nối điện tử. - Vật liệu composite PC/ABS: Được sử dụng cho vỏ máy tính và phụ kiện điện thoại di động, kết hợp khả năng chịu nhiệt và chịu va đập.
- Nhựa kỹ thuật chống cháy: Được sử dụng trong các linh kiện điện áp cao cho xe điện và cấu trúc bên trong của thiết bị gia dụng.
 |
 |
4. Quy trình sản xuất hạt nhựa kỹ thuật
Quy trình sản xuất hạt nhựa kỹ thuật, đặc biệt là nhựa kỹ thuật biến tính, là một quy trình sản xuất chính xác và liên tục. Mục tiêu chính là trộn nhựa nền với các chất phụ gia và vật liệu gia cường, tạo thành các hạt ổn định, chất lượng cao thông qua công nghệ ép đùn nóng chảy.
Dưới đây là quy trình chi tiết để sản xuất hạt nhựa kỹ thuật:
1. Chuẩn bị nguyên liệu
- Sấy khô nhựa: Nhựa kỹ thuật (như PA, PC, PET, PBT) thường hút ẩm. Để ngăn ngừa sự phân hủy thủy phân do độ ẩm trong quá trình nóng chảy, cần sử dụng máy sấy (như máy sấy khử ẩm) để giảm hàm lượng ẩm của nhựa xuống dưới một giá trị quy định.
- Cân và trộn nguyên liệu: Cân chính xác nhựa nền, sợi thủy tinh, chất độn khoáng, chất chống cháy và các chất phụ gia (chất chống oxy hóa, chất bôi trơn, chất tạo màu, v.v.) theo công thức. Việc trộn liên tục hoặc theo mẻ thường được thực hiện bằng cân tự động theo phương pháp giảm trọng lượng để đảm bảo tính ổn định của công thức.
 |
2. Nung chảy, làm dẻo và phối trộn
Đây là bước cốt lõi trong sản xuất hạt nhựa biến tính, thường sử dụng máy đùn trục vít đôi:
- Vận chuyển và nung chảy: Hỗn hợp đi vào thùng máy, nơi các trục vít làm tan chảy nhựa thông qua lực cắt cơ học và gia nhiệt thùng máy từ bên ngoài.
- Phối trộn và phân tán: Lực cắt của trục vít đôi phân tán đều các chất phụ gia và sợi gia cường trong ma trận nhựa. Đối với vật liệu gia cường bằng sợi thủy tinh, thường sử dụng phương pháp cấp liệu bên, trong đó nhựa được nung chảy trước khi thêm sợi thủy tinh để giảm hư hại sợi và duy trì độ bền.
- Khử khí (Hút chân không): Một cổng hút chân không được lắp đặt ở phần giữa của máy đùn để hút các chất dễ bay hơi (các phân tử nhỏ, hơi ẩm, khí) từ chất nóng chảy, cải thiện hiệu suất của hạt nhựa.
 |
3. Ép đùn và tạo hình
Hỗn hợp nóng chảy được đẩy về phía đầu khuôn dưới áp suất cao.
- Thiết kế khuôn: Nhựa nóng chảy được ép đùn qua khuôn có các lỗ đều đặn (thường là khuôn dải) để tạo thành các dải nhựa liên tục (dải nhựa nóng chảy).
- Độ ổn định ép đùn: Tốc độ trục vít và áp suất khuôn ảnh hưởng trực tiếp đến độ đồng đều của hạt và năng suất.
4. Làm nguội và làm cứng sau ép đùn
- Làm nguội bằng bể nước: Các dải nhựa nhiệt độ cao được ép đùn ngay lập tức đi vào bể nước làm mát để làm nguội. Môi chất làm mát thường là nước tuần hoàn. Hiệu quả làm nguội ảnh hưởng trực tiếp đến độ kết tinh của nhựa và chất lượng tạo hạt trong quá trình tiếp theo.
- Sấy khô bằng không khí/Sấy khô bằng quạt: Sau khi nhựa dải đã nguội và cứng lại, độ ẩm bề mặt được loại bỏ bằng dao khí hoặc quạt gió để đảm bảo hạt khô.
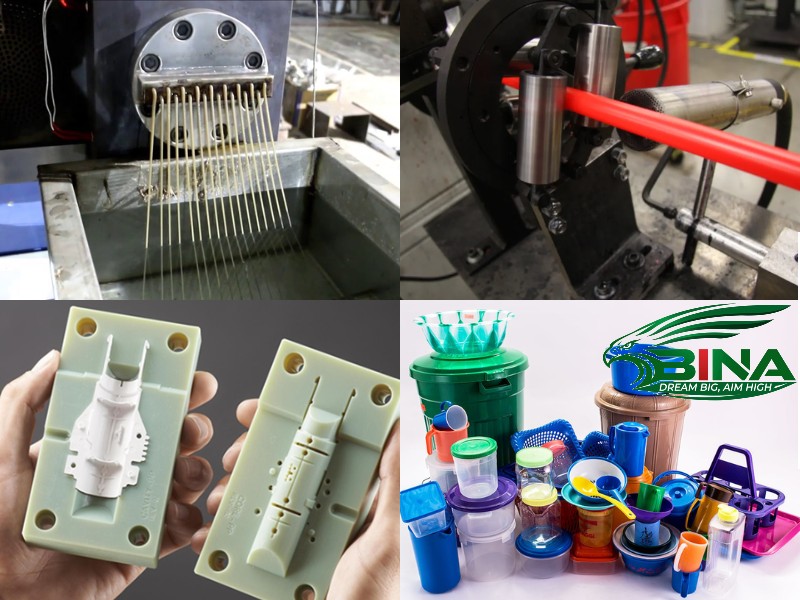 |
5. Tạo hạt
- Nhựa dải đã nguội được đưa vào máy tạo hạt để cắt thành các hạt đồng đều (khoảng 2-8mm).
- Tạo hạt dạng sợi: Phương pháp phổ biến nhất, phù hợp với hầu hết các loại nhựa kỹ thuật.
- Tạo hạt bằng vòng nước/tạo hạt dưới nước: Thích hợp cho các vật liệu có khối lượng lớn hoặc độ nhớt thấp, phương pháp này bao gồm làm mát trực tiếp và tạo hạt tại đầu khuôn.
6. Sàng lọc, kiểm tra & đóng gói
- Sàng lọc: Hạt được sàng lọc bằng sàng rung để loại bỏ các hạt quá cỡ (cắt liên tục) hoặc nhỏ hơn cỡ (dạng bột).
- Kiểm tra & Đóng gói: Sau khi vượt qua kiểm tra chất lượng (hình thức, độ ẩm, tính chất vật lý), hạt được đóng gói tự động vào bao (ví dụ: 25kg/bao).
 |
 |
 |
 |
Các yếu tố chính của quy trình cải tiến nhựa kỹ thuật
- Kiểm soát nhiệt độ (Nhiệt độ vùng): Nhiệt độ của từng vùng trên trục vít phải được kiểm soát chính xác theo đặc tính của nguyên liệu thô (ví dụ: điểm nóng chảy, nhiệt độ phân hủy) để ngăn ngừa sự phân hủy nhựa do nhiệt độ quá cao.
- Cấu hình trục vít: Điều chỉnh sự bố trí của các bộ phận cắt và vận chuyển theo đặc tính của hỗn hợp để tối ưu hóa hiệu quả trộn.
- Hệ thống hút chân không: Quá trình hút chân không hiệu quả đảm bảo chất lượng sản phẩm và giảm thiểu bọt khí trên bề mặt. Thông qua quy trình trên, nhựa cơ bản được chuyển hóa thành hạt nhựa kỹ thuật hiệu suất cao với các đặc tính vật lý, cơ học hoặc nhiệt cụ thể, được sử dụng rộng rãi trong ngành công nghiệp ô tô, điện tử và điện.
 |
5.Vấn đề thường gặp khi sản xuất hạt nhựa kỹ thuật
Nhựa kỹ thuật (như PC, PA, PET, PBT, POM, v.v.) thường gặp phải các vấn đề phổ biến sau trong quá trình sản xuất và tạo khuôn do trọng lượng phân tử cao, độ kết tinh cao hoặc cấu trúc chuỗi phân tử phức tạp. Những vấn đề này thường liên quan đến tính chất vật liệu, điều kiện xử lý và thiết kế khuôn:
1. Vấn đề sấy khô nguyên liệu và độ ẩm (phổ biến nhất)
Hầu hết các loại nhựa kỹ thuật đều hút ẩm (như PA, PET, PC). Việc sấy khô không đủ trước khi sản xuất có thể dẫn đến các khuyết tật chất lượng nghiêm trọng.
- Các vấn đề thường gặp: Thủy phân nhựa, phân hủy, bọt khí, vệt bạc, gợn sóng bề mặt, giòn sản phẩm và giảm độ bền.
- Giải pháp: Kiểm soát chặt chẽ nhiệt độ và thời gian sấy (sử dụng máy sấy hút ẩm) và kiểm tra độ ẩm trước khi sản xuất.
2. Co ngót và biến dạng khi tạo khuôn (Không ổn định kích thước)
Sự thay đổi độ kết tinh hoặc sự sắp xếp phân tử không đồng đều trong quá trình làm nguội nhựa kỹ thuật có thể dẫn đến kích thước sản phẩm không ổn định.
- Các vấn đề thường gặp: Cong vênh, sai lệch kích thước, ứng suất dư bên trong
- Giải pháp: Điều chỉnh nhiệt độ khuôn (tăng hoặc giảm), kiểm soát thời gian làm nguội, tối ưu hóa áp suất giữ.
 |
3. Các khuyết tật về hình thức: Vết chảy và đường hàn
Các khuyết tật có thể nhìn thấy được phát sinh trong quá trình chảy và hợp nhất vật liệu nóng chảy.
- Đường hàn/đường nối: Sự kết dính kém tại điểm giao nhau của hai dòng chảy nóng chảy, độ bền thấp và các đường nối có thể nhìn thấy. Thường do nhiệt độ khuôn quá thấp hoặc thiết kế cổng phun không phù hợp.
- Vết chảy/đường nối: Vị trí cổng phun không hợp lý hoặc tốc độ phun không phù hợp, tạo thành các vệt giống như gợn sóng nước, thường thấy ở PC trong suốt, PMMA, v.v.
4. Các khuyết tật bề mặt: Co ngót, Bavia, vết cháy xém
- Co ngót sản phẩm: Độ dày thành không đồng đều, co ngót cục bộ quá mức do làm nguội, áp suất giữ không đủ.
- Bavia trên bề mặt phân khuôn: Do áp suất ép khuôn quá cao, lực kẹp không đủ hoặc độ chính xác bề mặt phân khuôn không đạt yêu cầu.
- Vết cháy: Khí bên trong khoang khuôn không được thoát ra kịp thời, dẫn đến hiện tượng nén đoạn nhiệt và cháy dưới áp suất cao.
 |
5. Suy thoái nhiệt: Nhựa kỹ thuật dễ bị suy thoái nhiệt do nhiệt độ xử lý cao.
- Các vấn đề thường gặp: Thay đổi màu sắc, xuất hiện các đốm đen, giảm các tính chất vật lý (giòn).
- Giải pháp: Kiểm tra xem máy có sạch không, kiểm soát chặt chẽ giới hạn trên của nhiệt độ xử lý và kiểm tra các vùng chết do tắc nghẽn vật liệu.
6. Vấn đề phối trộn:
Trong nhựa kỹ thuật biến tính, sự phân tán của các sợi gia cường (sợi thủy tinh), chất chống cháy và chất bôi trơn là rất quan trọng.
- Các vấn đề thường gặp: Sợi lộ ra trên bề mặt sản phẩm hoàn thiện (sợi nổi), tính chất vật lý không đồng đều, màu sắc không đồng đều.
- Giải pháp: Tối ưu hóa cấu trúc trục vít (máy đùn), tăng lực cắt khi phối trộn. Tóm lại, những thách thức chính trong sản xuất nhựa kỹ thuật nằm ở đặc điểm “nhiệt độ cao, áp suất cao và độ nhạy cao”. Sấy khô không đủ, kiểm soát nhiệt độ không chính xác hoặc thiết kế tốc độ phun không phù hợp có thể gây ra một loạt các lỗi về chất lượng.
Tóm lại, hạt nhựa kỹ thuật composite là “nhựa công thức” được pha chế đặc biệt, được thiết kế để đáp ứng các tiêu chuẩn cao của ngành công nghiệp hiện đại và được sử dụng rộng rãi trong ngành công nghiệp ô tô, điện tử, viễn thông và thiết bị gia dụng.
Thông tin chi tiết về Hadupack chúng tôi
 |
















