

Mô tả
Tem nhãn cuộn là gì?
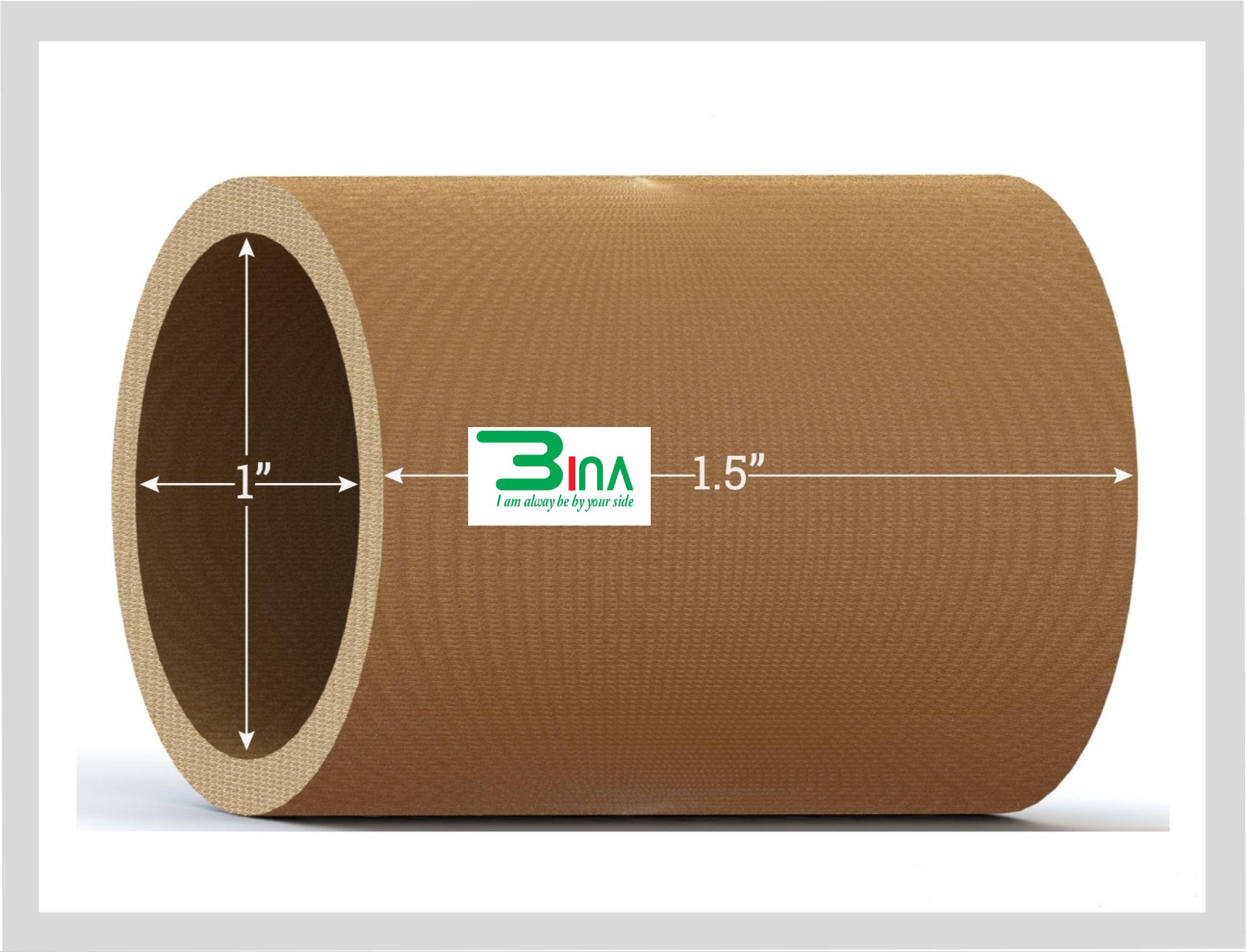
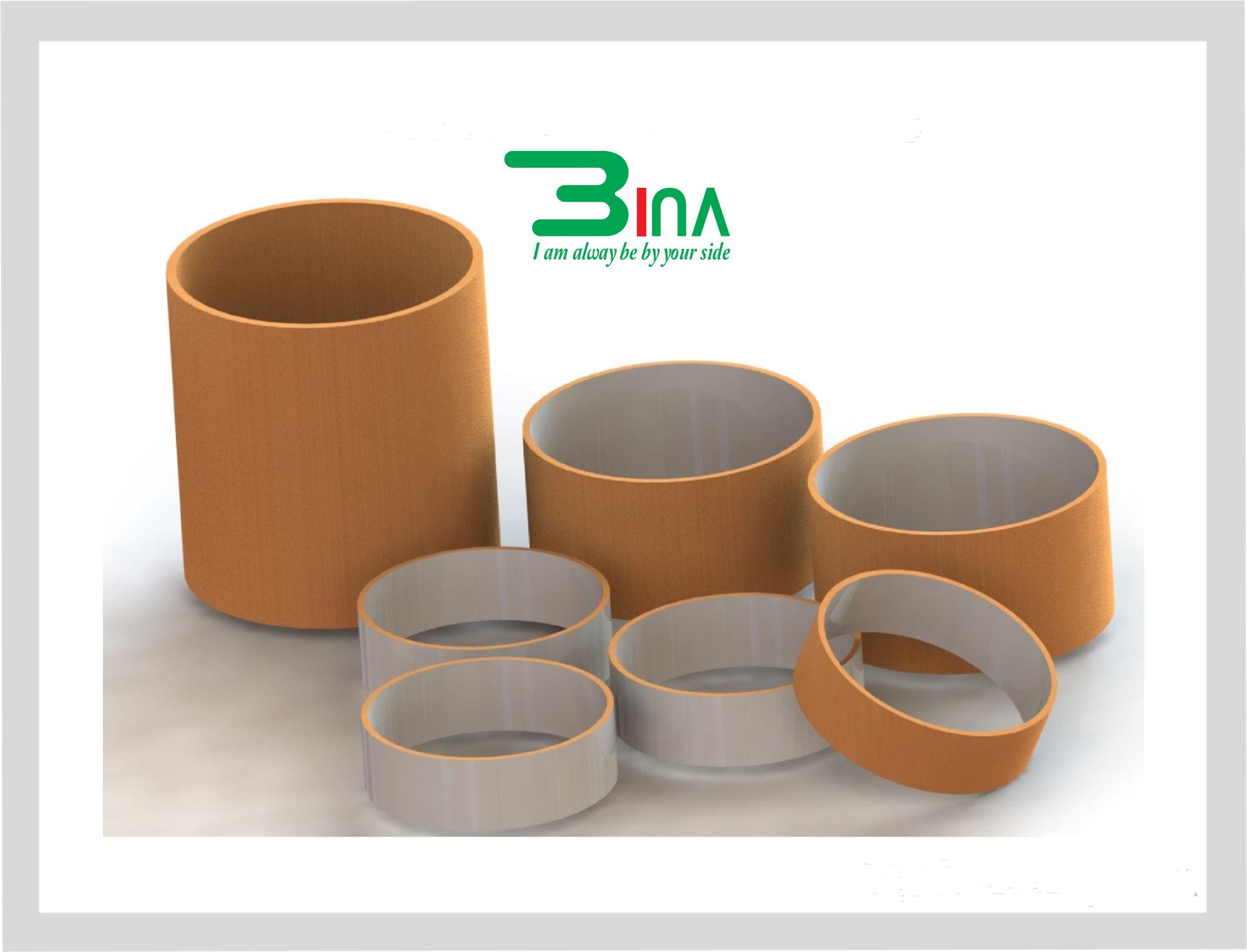
Tem nhãn cuộn là gồm lõi băng và nhãn là một cấu trúc hình trụ chắc chắn nằm ở giữa một cuộn băng hoặc nhãn. Nó giống với lõi của cuộn giấy vệ sinh hoặc khăn giấy nhưng được thiết kế để bền và đàn hồi hơn. Mặc dù có hình dạng tương tự, lõi băng và nhãn khác nhau về độ bền, kích thước, vật liệu và độ dày, với lõi dày hơn được sử dụng cho các loại băng và nhãn lớn hơn.
 |
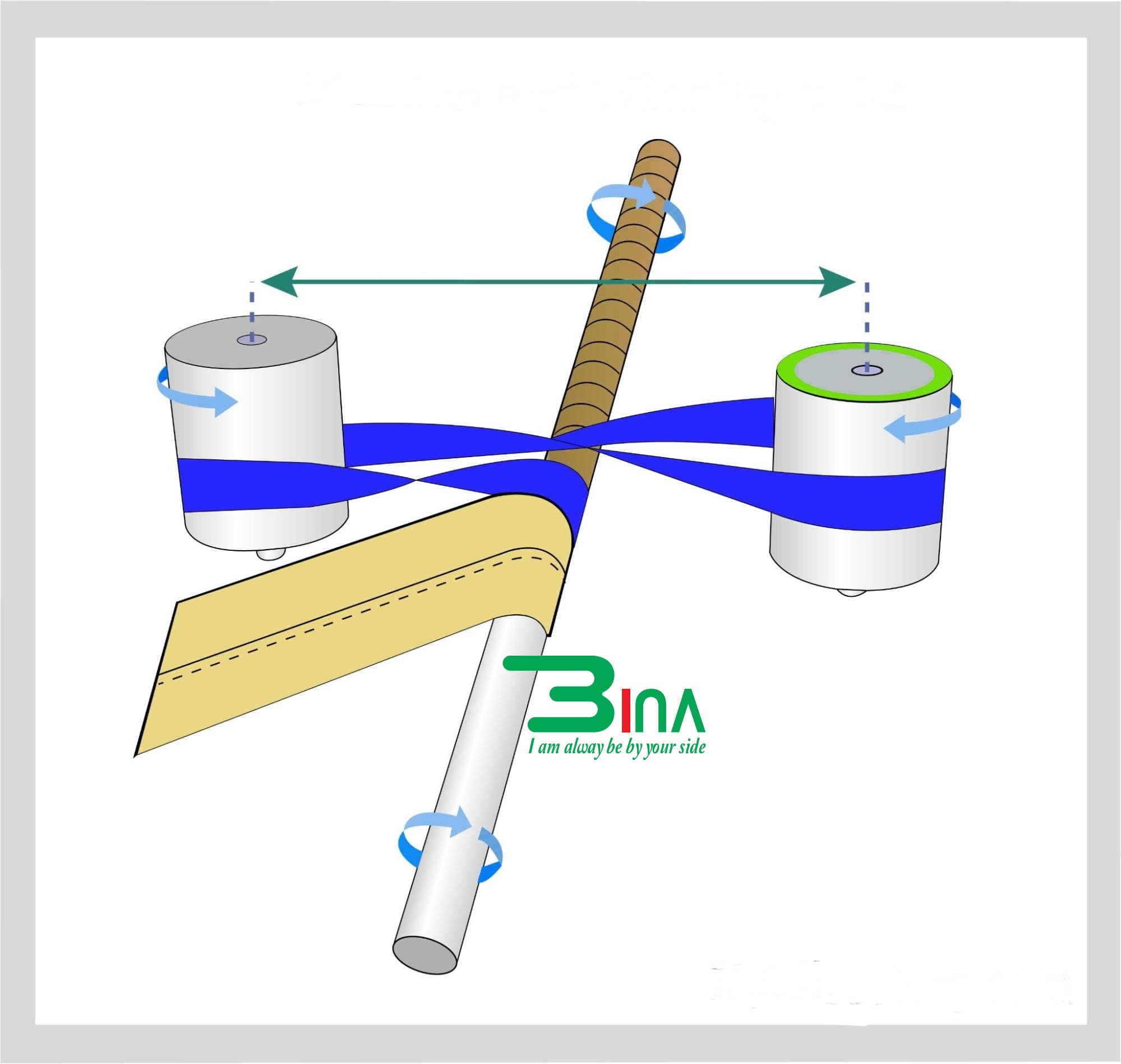
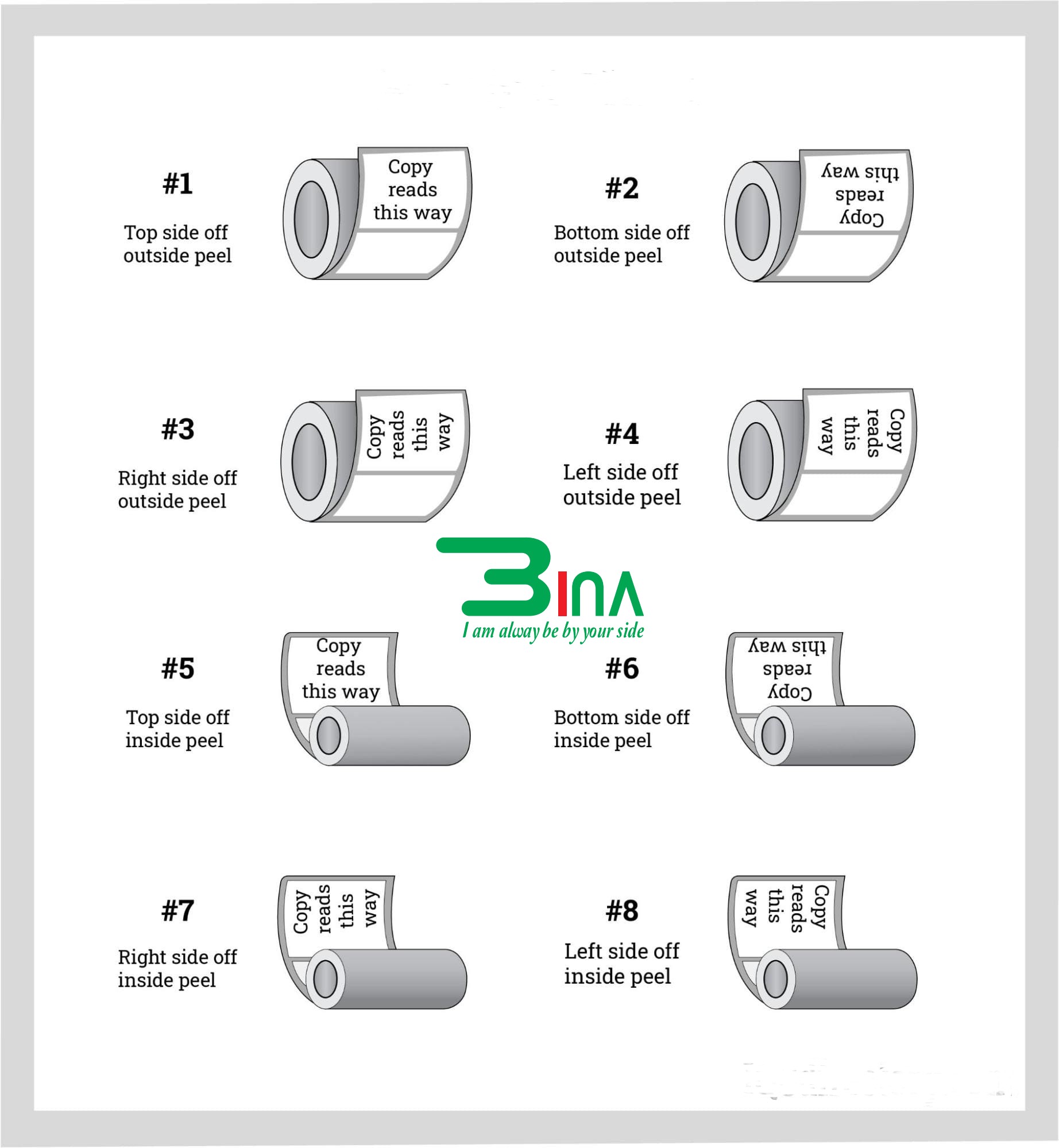
Khi kiểm tra lõi băng và nhãn, điều quan trọng là phải xem xét kích thước lõi, tức là đường kính bên trong (ID) của lõi. Đường kính tổng thể, bao gồm lõi và băng hoặc nhãn, được gọi là đường kính ngoài (OD). Ngoài ra, điều quan trọng là phải chỉ định hướng cuộn khi đặt hàng, vì có tám hướng có thể lựa chọn.
Các hướng tua lại được phân loại dựa trên vị trí của nhãn, có thể ở bên ngoài hoặc bên trong cuộn. Có bốn tùy chọn tua lại cho nhãn được đặt ở bên ngoài và bốn tùy chọn cho nhãn ở bên trong, mỗi tùy chọn có một hướng tua lại riêng. Trong số tám hướng tua lại có thể có, tùy chọn 5 và 8 hiếm khi được sử dụng, trong khi tùy chọn 3 và 4 khá phổ biến và được ưa chuộng rộng rãi.
 |
◆Tìm hiểu thêm:
- https://hadupack.com/san-pham/in-ruy-bang/
- https://hadupack.com/san-pham/in-tag-quan-ao/
- https://hadupack.com/san-pham/in-tem-ma-vach/
Lõi băng keo và nhãn được sản xuất như thế nào?
Lõi băng keo và nhãn có nhiều dạng khác nhau, mỗi dạng tùy thuộc vào vật liệu được sử dụng trong quá trình sản xuất. Theo truyền thống, những lõi này được làm từ giấy cuộn chặt, tạo hình trên một trục và dán bằng keo. Giấy Kraft là vật liệu được sử dụng phổ biến nhất cho những lõi giấy truyền thống này.
Lõi giấy là tiêu chuẩn công nghiệp và được sử dụng trong nhiều ứng dụng. Tuy nhiên, lõi nhựa được ưu tiên khi có nguy cơ nhiễm bẩn từ bụi lõi giấy. Lõi nhựa có thể được làm từ các vật liệu như polystyrene chịu va đập cao (HIPS), polyethylene mật độ cao (HDPE), polypropylene, polyvinyl clorua (PVC) và acrylonitrile butadiene styrene (ABS).
Quy trình sản xuất lõi băng keo và nhãn tương tự như các loại lõi khác, với điểm khác biệt chính là kích thước của chúng. Mặc dù lõi băng keo và nhãn được thiết kế để bền và chắc như những lõi được sử dụng trong các ứng dụng đòi hỏi khắt khe hơn, nhưng chúng thường được đo bằng inch và milimét thay vì feet và mét.
Lựa chọn lõi phụ thuộc vào mục đích sử dụng, tùy thuộc vào sản phẩm tiêu dùng và mục đích sử dụng trong công nghiệp. Lõi băng keo và nhãn phải đủ chắc chắn để chịu được trọng lượng của vật liệu và chịu được quá trình cuộn. Loại vật liệu và độ dày thành, dù là nhựa hay giấy, sẽ quyết định độ bền của chúng.
Điều quan trọng là phải phân biệt giữa ống và lõi. Ống được sử dụng để lưu trữ và vận chuyển các mặt hàng như bản đồ, bản thiết kế hoặc các sản phẩm dài, mỏng. Ngược lại, lõi được thiết kế để giữ các vật liệu như băng keo, nhãn hoặc vải. Mặc dù ống được thiết kế để bảo vệ nội dung bên trong, nhưng chúng không có độ bền về mặt cấu trúc như lõi băng keo và nhãn, dày hơn và đàn hồi hơn.
Vật liệu:
Lõi băng keo và nhãn được làm bằng nhựa hoặc giấy tùy thuộc vào loại cuộn. Nhựa được sử dụng cho các vật liệu cuộn chắc chắn, nặng hơn và bền hơn, trong khi lõi giấy có thể được sử dụng cho cùng loại vật liệu nếu chúng được cuộn rất dày. Trong hầu hết các trường hợp, lõi giấy được sử dụng với băng keo và nhãn nhẹ đến trung bình. Có rất nhiều sự khác biệt giữa cách tạo lõi giấy và lõi nhựa do sự khác biệt cơ bản giữa các vật liệu.
 |
Sản xuất lõi giấy
- Vật liệu lõi giấy: Ống lõi giấy carton là ống các tông được xoắn thành nhiều lớp gồm một, hai hoặc nhiều lớp. Lớp lót, hay lớp trong cùng, và lớp bọc, lớp ngoài cùng, được làm từ nhiều loại giấy đặc biệt. Các loại giấy khác nhau và bao gồm giấy tái chế, giấy và vật liệu tổng hợp có keo, bìa cứng, giấy kraft, bìa cứng chống thấm nước hoặc ván sợi.
- Lõi nhãn: Quá trình sản xuất lõi giấy bắt đầu bằng cách cắt các dải giấy hoặc bìa cứng thành các dải hẹp. Những dải này, hay lớp, có thể có chiều rộng từ vài inch (khoảng 50 mm) đến rộng tới 10 hoặc 20 inch (khoảng 254 mm đến 508 mm). Độ dày của chúng thường dao động từ 0,008 inch đến 0,050 inch (khoảng 0,20 mm đến 1,3 mm).
- Dán các lớp: Các dải giấy được đưa qua một hộp đựng có keo để liên kết các lớp lại với nhau một cách chắc chắn. Các nhà sản xuất khác nhau sử dụng nhiều loại keo khác nhau, giúp lấp đầy khoảng trống giữa các lớp với độ sâu thâm nhập dưới 20 micron (µ). Độ dính của keo ảnh hưởng đến tốc độ lắp ráp các lớp của máy. Độ bền tổng thể của lõi phụ thuộc vào các yếu tố như khả năng liên kết của keo, độ dày của lõi, mức độ chồng chéo và độ bền của keo.
- Trục: Trục là một ống kim loại dài dùng để quấn các lớp giấy. Số lớp được quấn vào trục có thể từ 1 đến hơn 50, mặc dù phổ biến nhất là 3 đến 30 lớp. Các trục hiện đại có nhiều kiểu dáng khác nhau, bao gồm cả loại có thể giãn nở hoặc co lại để điều chỉnh đường kính bên trong của lõi. Để tạo lõi thành công, trục phải hoạt động trơn tru, quay đều để đảm bảo keo liên kết đều các lớp. Dây đai hoặc đai cung cấp năng lượng cho trục quay và kiểm soát góc mà các dải được đưa vào. Nhiệt sinh ra từ quá trình quay và chuyển động giúp keo khô và đông lại. Trong quá trình quấn ban đầu, các dải hoặc lớp tạo thành các ống dài xác định đường kính bên trong và độ dày của lõi. Sau khi chất kết dính khô và cứng lại, ống dài được lấy ra khỏi trục và sau đó cắt theo chiều rộng cần thiết để tạo ra lõi cuối cùng.
- Trục và dây đai quấn: Có một số kỹ thuật để cắt lõi, tất cả đều liên quan đến việc sử dụng cưa tròn. Quy trình cắt có thể được thực hiện thủ công hoặc thông qua tự động hóa. Trong sản xuất lõi khối lượng lớn, một hệ thống tự động thường được sử dụng. Hệ thống này định vị ống dài trên trục quay trong khi cưa hoặc dao cắt ống thành các lõi có chiều rộng đã chỉ định. Với phạm vi rộng của chiều rộng lõi, máy móc tự động được lập trình để đạt được các đường cắt chính xác theo kích thước mong muốn.
 |
 |
Sản xuất lõi nhựa
Vật liệu lõi nhựa: Lõi nhựa được làm từ các vật liệu như polyethylene mật độ cao (HDPE), polypropylene (PP), acrylonitrile butadiene styrene (ABS), polyvinyl clorua (PVC) và nhựa tái chế. Mỗi loại nhựa đều có những ưu điểm riêng biệt, trong đó độ bền và độ cứng là những đặc điểm chính của các vật liệu này.
- Polypropylene (PP) – chống nứt, chịu ứng suất và nhiệt độ cao và linh hoạt
- Acrylonitrile Butadiene Styrene (ABS) – chống hóa chất ăn mòn, nhiệt độ thay đổi và va đập
- Polyvinyl clorua (PVC) – chống mài mòn, chịu nén và nhiệt độ cao và có độ bền đặc biệt
- Polyethylene mật độ cao (HDPE) – cực kỳ bền và chống tia UV, độ ẩm và nước
Tương tự như lõi giấy, lõi nhựa có nhiều độ dày và kích thước thành khác nhau, từ nửa inch đến ba inch đường kính. Ngoài việc sử dụng trong sản xuất lõi băng, lõi nhựa còn được sử dụng trong nhiều ứng dụng khác nhau. Độ bền và độ bền của các loại nhựa khác nhau khiến chúng trở nên cực kỳ linh hoạt cho nhiều mục đích sử dụng khác nhau.
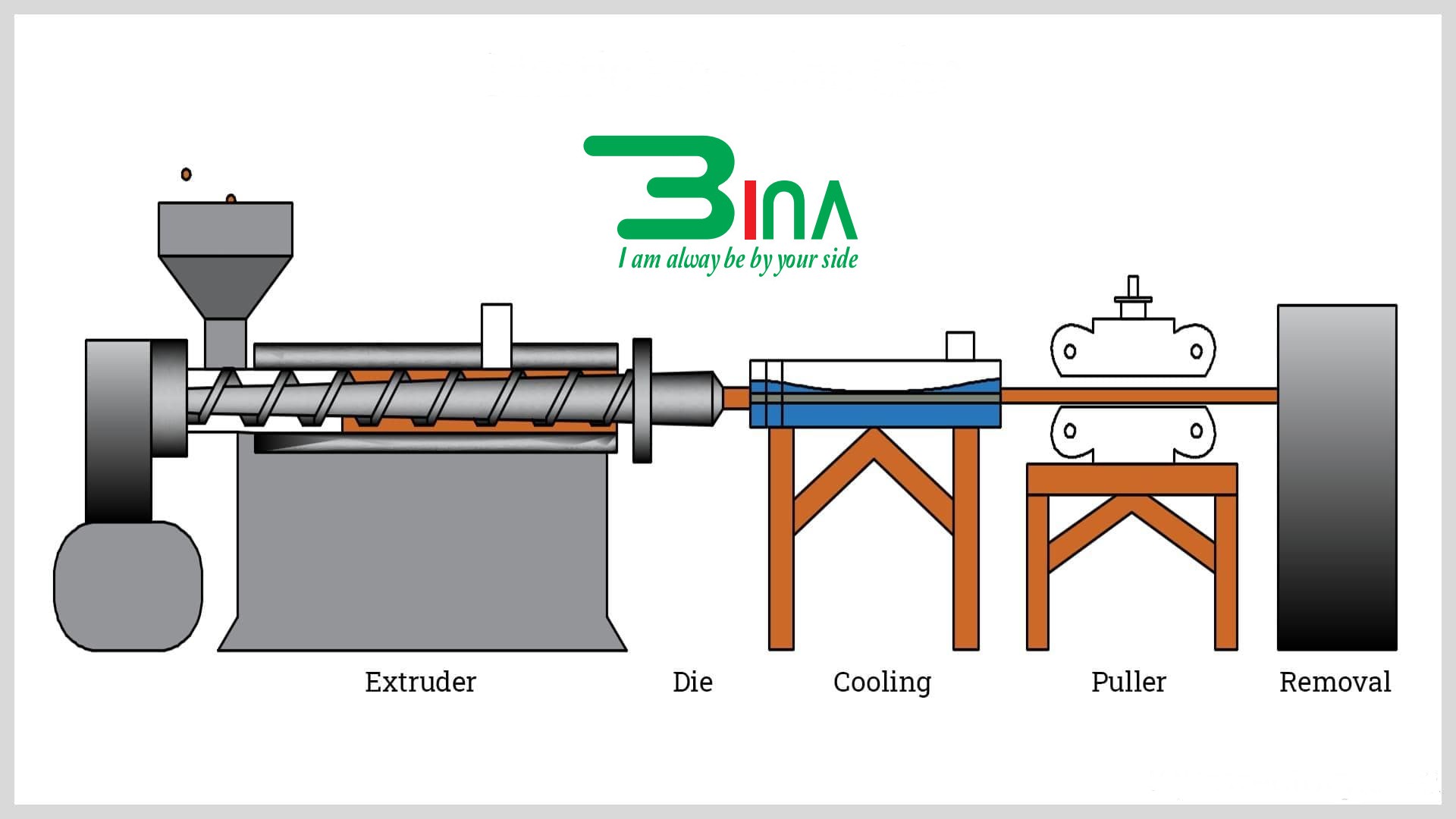
- Đùn: Đùn là một kỹ thuật được sử dụng để sản xuất lõi băng nhựa và nhãn. Quy trình này bao gồm việc nung nóng các viên nhựa, hạt, mảnh hoặc bột và ép nhựa nóng chảy qua một khuôn tròn. Các loại nhựa được sử dụng có nguồn gốc từ dầu mỏ, được tinh chế và xử lý để tạo ra các viên nhựa. Đường kính của lõi nhựa được xác định bởi đường kính bên trong của khuôn, trong khi độ dày thành khuôn bị ảnh hưởng bởi hình dạng của khuôn. Nhựa nóng chảy được đẩy qua khuôn bằng cơ chế vít di chuyển nó dọc theo thùng được gia nhiệt của máy đùn. Khi các ống đùn ra khỏi khuôn, chúng được cắt thành nhiều độ dài khác nhau và để nguội. Trong quá trình làm nguội, các ống đông cứng thành hình dạng cuối cùng của chúng. Quy trình đùn được kiểm soát cẩn thận để đảm bảo rằng ống đáp ứng các kích thước chính xác theo yêu cầu của lõi nhựa.
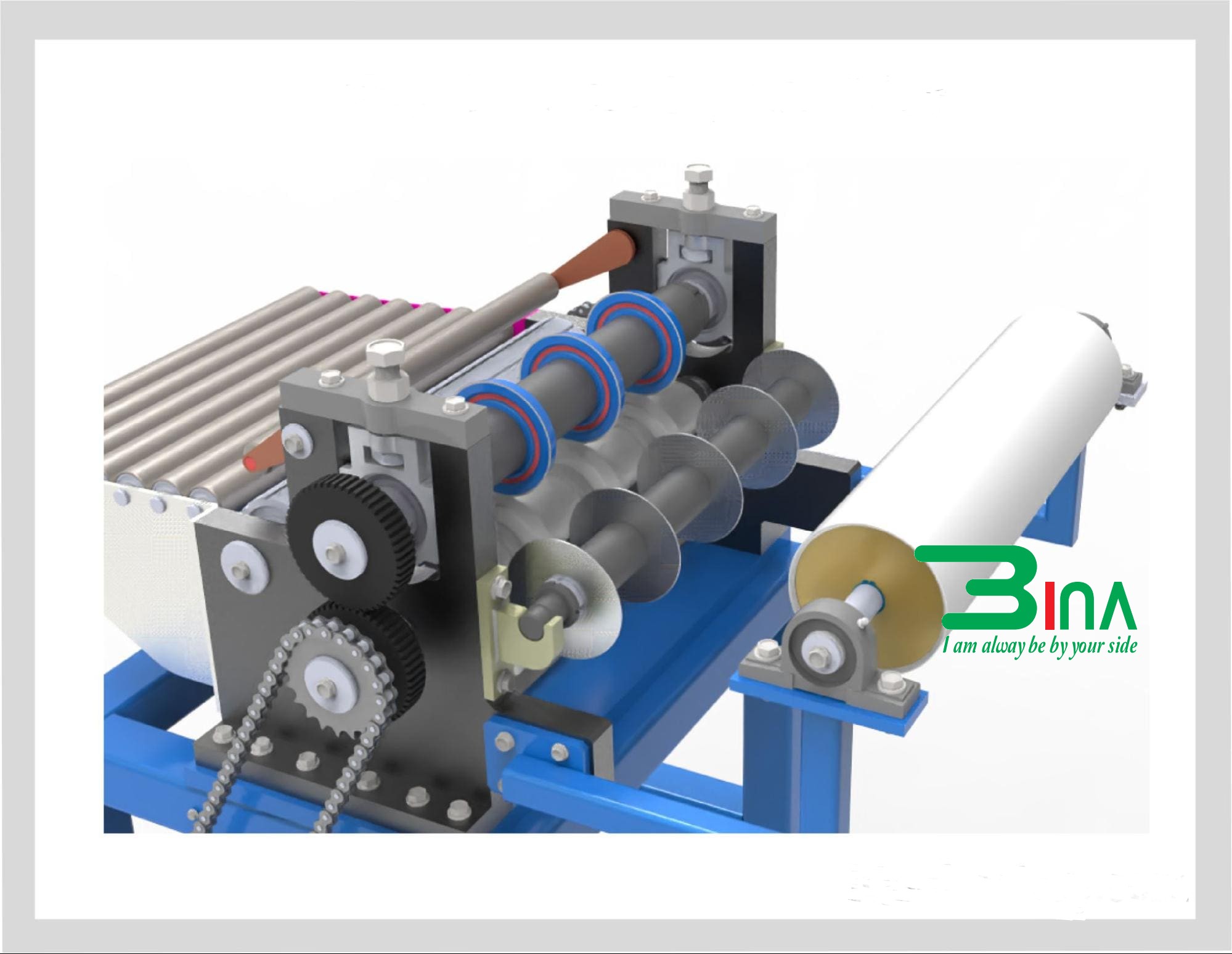
- Cắt: Việc cắt lõi nhựa đòi hỏi thiết bị cắt mạnh mẽ hơn do độ bền và mật độ của vật liệu nhựa. Tương tự như cắt lõi giấy, quy trình này có thể được thực hiện bằng phương pháp thủ công hoặc tự động. Phương pháp thủ công liên quan đến việc sử dụng cưa tròn, giống như kỹ thuật được sử dụng cho lõi giấy. Trong quy trình tự động, các con lăn giữ ống nhựa tại chỗ và xoay nó trong khi một máy cắt tròn cắt lõi theo kích thước yêu cầu.
- Lõi nhãn nhựa đã cắt: Sau khi hoàn thành, lõi được bán cho các nhà sản xuất băng keo và nhãn để sử dụng trong quá trình quấn lại sản phẩm của họ. Có nhiều loại máy quấn lại khác nhau, mỗi loại có thể sử dụng lõi nhựa hoặc lõi giấy. Để quấn lại hiệu quả, chiều rộng của lõi phải khớp chính xác với chiều rộng của băng keo hoặc nhãn. Máy quấn lại đảm bảo rằng băng keo hoặc nhãn được quấn đúng cách và căn chỉnh đúng trên lõi.
- Độ dày thành lõi băng keo và nhãn: Độ dày thành lõi băng keo và nhãn rất quan trọng để xác định độ bền và độ chắc chắn của nó. Độ dày yêu cầu phụ thuộc vào vật liệu được quấn và trọng lượng của nó. Lõi được sử dụng cho băng keo và nhãn chịu lực phải đủ chắc chắn để giữ nguyên hình dạng trong nhiều điều kiện khác nhau. Độ dày thành là một kích thước quan trọng ảnh hưởng đến cả đường kính trong (ID) và đường kính ngoài (OD) của lõi. Đối với lõi giấy, độ dày thành thông thường là 0,125 inch (3,2 mm). Ngược lại, lõi nhựa có độ dày thành được thiết lập trong quá trình đùn, dao động từ 0,024 inch đến 2 hoặc 3 inch (0,61 mm đến 50,8 mm hoặc 76,2 mm). Độ dày thành lõi giấy có thể được điều chỉnh bằng cách thay đổi số lượng ruy băng giấy hoặc lớp được sử dụng trong lõi. Lõi giấy được thiết kế với thành dày hơn và bền hơn để chịu được ứng suất gặp phải trong quá trình cuộn. Độ dày thành thay đổi tùy theo chiều rộng và đường kính của băng hoặc nhãn được cuộn.
 |
Các loại băng giấy và lõi nhãn là gì?
Do giá cả phải chăng và có sẵn rộng rãi, băng giấy và lõi nhãn là một trong những loại lõi được sử dụng thường xuyên nhất. Sự khác biệt chính nằm ở phương pháp quấn của chúng, với tất cả các cuộn tạo thành hình trụ bao gồm nhiều lớp giấy được quấn chặt. Hai dạng lõi giấy phổ biến nhất là xoắn ốc và xoắn ốc.
- Lõi xoắn ốc: Lõi xoắn ốc hoặc lõi song song được chế tạo từ một tấm bìa cứng duy nhất, trong đó mép trái được cuộn qua mép phải và được dán khi cuộn. Không giống như giấy cuộn ruy băng, ống xoắn ốc được làm từ một tấm liên tục, khiến mép giấy song song với trục của ống. Thiết kế của lõi xoắn ốc giúp chúng có độ bền chùm tia được tăng cường, khiến chúng phù hợp với các ứng dụng băng keo và nhãn khắt khe hơn. Vì được chế tạo từ một lớp giấy duy nhất, ống xoắn ốc thường có chi phí thấp hơn một chút so với lõi xoắn ốc. Những ống này thường nhẹ và dễ xử lý nhưng bị hạn chế về kích thước có sẵn.
- Lõi nhãn xoắn: Lõi xoắn được sản xuất bằng cách quấn các dải giấy theo một góc trên một trục để tạo thành một vòng xoắn liên tục. Giấy dùng cho lõi xoắn mỏng hơn giấy dùng cho lõi xoắn và được làm từ giấy kraft, giấy tái chế hoặc một số dạng giấy tráng phủ. Khi dán từng lớp, chúng được dán bằng keo công nghiệp có độ bền cao giúp giữ chặt các dải giấy và tạo ra bề mặt nhẵn mịn. Quy trình sản xuất lõi xoắn tạo ra bề mặt cực kỳ nhẵn mịn, chống bung hoặc tách rời. Nhiều lớp liên quan đến lõi xoắn giúp lõi xoắn có thêm độ bền, độ bền và khả năng chống nghiền, cho phép lõi xoắn chịu được tải trọng lớn. Trái ngược với lõi giấy xoắn, lõi xoắn có nhiều kích cỡ khác nhau, từ loại dùng trong cuộn giấy vệ sinh đến loại được thiết kế để giữ băng keo.
- Lõi băng nhiệt: Lõi băng nhiệt, có thể làm từ nhựa hoặc giấy, được thiết kế để giữ giấy mỏng được phủ một loại hóa chất đổi màu khi tiếp xúc với nhiệt. Các lõi chuyên dụng này dành cho băng nhiệt thường có đường kính bên trong là 13 mm và 25 mm (0,5 in và 0,98 in) với độ dày thành là 3 mm (0,12 in). Lõi nhựa, được đùn, được sản xuất với kích thước cố định. Chúng có thể là lõi rắn hoặc lõi tổ ong và có nhiều màu sắc khác nhau, chẳng hạn như trắng, đen, xanh lá cây và xanh lam.
 |
Giấy Kraft làm lõi băng keo và nhãn được sản xuất như thế nào?
Giấy Kraft thường được sử dụng trong sản xuất lõi giấy vì độ bền, độ chắc và độ bền vượt trội của nó. Không giống như các loại giấy khác, giấy Kraft không được tẩy trắng, cho phép nó giữ được tính toàn vẹn về mặt cấu trúc. Được làm từ dăm gỗ hoặc giấy tái chế, giấy Kraft được cung cấp theo cuộn lớn được cắt theo kích thước và hình dạng cần thiết để làm lõi băng keo và nhãn.
Thuật ngữ “kraft” bắt nguồn từ tiếng Đức có nghĩa là sức mạnh, lực, sức chống chịu và sức mạnh, mô tả chính xác những phẩm chất vượt trội của loại giấy này. Các thành phần chính để sản xuất bột giấy kraft bao gồm sợi gỗ, nước, hóa chất và nhiệt. Quá trình này bắt đầu bằng việc nấu dăm gỗ.
Làm bột giấy gỗ
Quá trình sản xuất giấy Kraft bắt đầu bằng việc hấp, đun nóng và nấu dăm gỗ trong các thùng chứa chịu áp suất gọi là máy nghiền, sử dụng dung dịch được gọi là rượu trắng. Trong quá trình nấu này, dăm gỗ cứng được chuyển thành bột giấy, được xử lý bằng hóa chất để tăng cường độ bền và độ mềm dẻo. Trong giai đoạn hấp trước, dăm gỗ được làm ẩm và đun nóng bằng hơi nước, cho phép nước và không khí lấp đầy các khoang bên trong dăm gỗ.
Bên trong lò nấu, dăm gỗ đi vào ở nhiệt độ dưới 100°C (212°F) và sau đó được nấu ở nhiệt độ từ 170°C đến 176°C (338°F đến 349°F) trong vài giờ. Các chất lỏng kết hợp, được gọi là dịch đen, chứa các mảnh lignin, carbohydrate thu được từ quá trình phân hủy cellulose và hỗn hợp natri cacbonat, natri sunfat và các muối vô cơ khác.
Dăm gỗ bao gồm hai thành phần cấu trúc chính: lignin và cellulose. Trong quá trình sản xuất giấy kraft, điều cần thiết là phải tách cellulose khỏi lignin, vì cellulose là thành phần chính trong sản xuất giấy kraft. Dăm gỗ chuyển từ giai đoạn hấp trước sang giai đoạn nấu bên trong lò nấu, có thể theo chiều dọc hoặc chiều ngang.
 |
Phục hồi
Trong quá trình phục hồi, bột giấy trải qua quá trình rửa và sàng lọc. Chất lỏng đen yếu, là hỗn hợp của lignin và các chất khác, được đưa qua máy bay hơi cho đến khi nồng độ của nó đạt 65%. Chất lỏng đen cô đặc này, giàu năng lượng, sau đó được đốt trong lò.
Thổi:
Dăm gỗ được xả vào bể thu gom ở áp suất khí quyển, giải phóng hơi nước và các hợp chất dễ bay hơi sau đó được ngưng tụ và thu thập. Khi các mảnh gỗ đi vào bể thổi, các sợi của chúng được tách ra và bị phá vỡ.
Rửa và làm sạch:
Trong giai đoạn rửa và làm sạch, bột giấy kraft được trải qua nhiều quy trình khác nhau để loại bỏ lignin đen và các tạp chất khác. Chất lỏng thải cũng được loại bỏ thông qua các phương pháp nhiệt độ cao và nồng độ cao. Có thể thực hiện rửa bột giấy bằng các phương pháp một giai đoạn hoặc nhiều giai đoạn.
Hiệu quả của quá trình rửa bột giấy phụ thuộc vào các yếu tố như phương pháp nấu, vật liệu sợi, độ cứng của bột giấy, nhiệt độ, áp suất và mức độ chân không được áp dụng. Quá trình này được thực hiện bằng nhiều loại thiết bị khác nhau, bao gồm máy ép chân không, máy ép trục đôi, máy ép trục vít đơn, bộ lọc đĩa và máy cô đặc đĩa trọng lực.
 |
Sàng lọc:
Trong quá trình sàng lọc, các sàng được sử dụng để loại bỏ các mảnh vụn, nút thắt, bụi bẩn và mảnh vụn lớn hơn. Các sàng này được sắp xếp theo từng giai đoạn để tạo ra hiệu ứng thác đổ. Quá trình này tách bột giấy màu nâu khỏi các chất gây ô nhiễm, tạo ra bột giấy kraft sạch. Quá trình tách này đạt được thông qua lực ly tâm đẩy bột giấy vào thành máy sàng áp suất.
Tẩy trắng:
Màu của bột giấy kraft là do lignin còn sót lại, được loại bỏ trong quá trình tẩy trắng để tăng cường các đặc tính vật lý và hóa học của bột giấy. Quá trình này liên quan đến việc sử dụng các tác nhân tẩy trắng và có thể được thực hiện thông qua các phương pháp khử hoặc oxy hóa. Các thiết bị được sử dụng trong quá trình tẩy trắng bao gồm băng tải trục vít, máy rửa trống, máy trộn trục, máy khử clo bột giấy và tháp tẩy trắng. Giấy kraft trải qua quá trình tẩy trắng ít mạnh hơn so với các loại giấy khác vì quá trình tẩy trắng quá mức có thể làm yếu các sợi bột giấy.
Tạo hình cuộn giấy Kraft:
Hỗn hợp bột giấy và nước được trải trên một lưới sàng lớn, tại đó phần lớn nước được thoát ra bằng trọng lực, lực hút và lực rung. Trong phần ép, nước bổ sung được loại bỏ khi hỗn hợp bột giấy được ép giữa các xi lanh phủ vải gọi là nỉ ướt. Tiếp theo là phần sấy, tại đây hơi nước được sử dụng để giảm độ ẩm của bột giấy xuống còn từ 2% đến 6%.
Trong quá trình ép định hình, dung dịch tinh bột được bôi lên giấy kraft để tăng độ bền của giấy. Trong chồng lịch, giấy được ép để đạt được độ mịn. Sau đó, giấy thành phẩm được cuộn vào một cuộn bằng máy quấn. Sau khi cuộn được tạo hình, nó được cắt thành các kích thước phù hợp để vận chuyển.
 |
Băng keo và nhãn được sản xuất như thế nào?
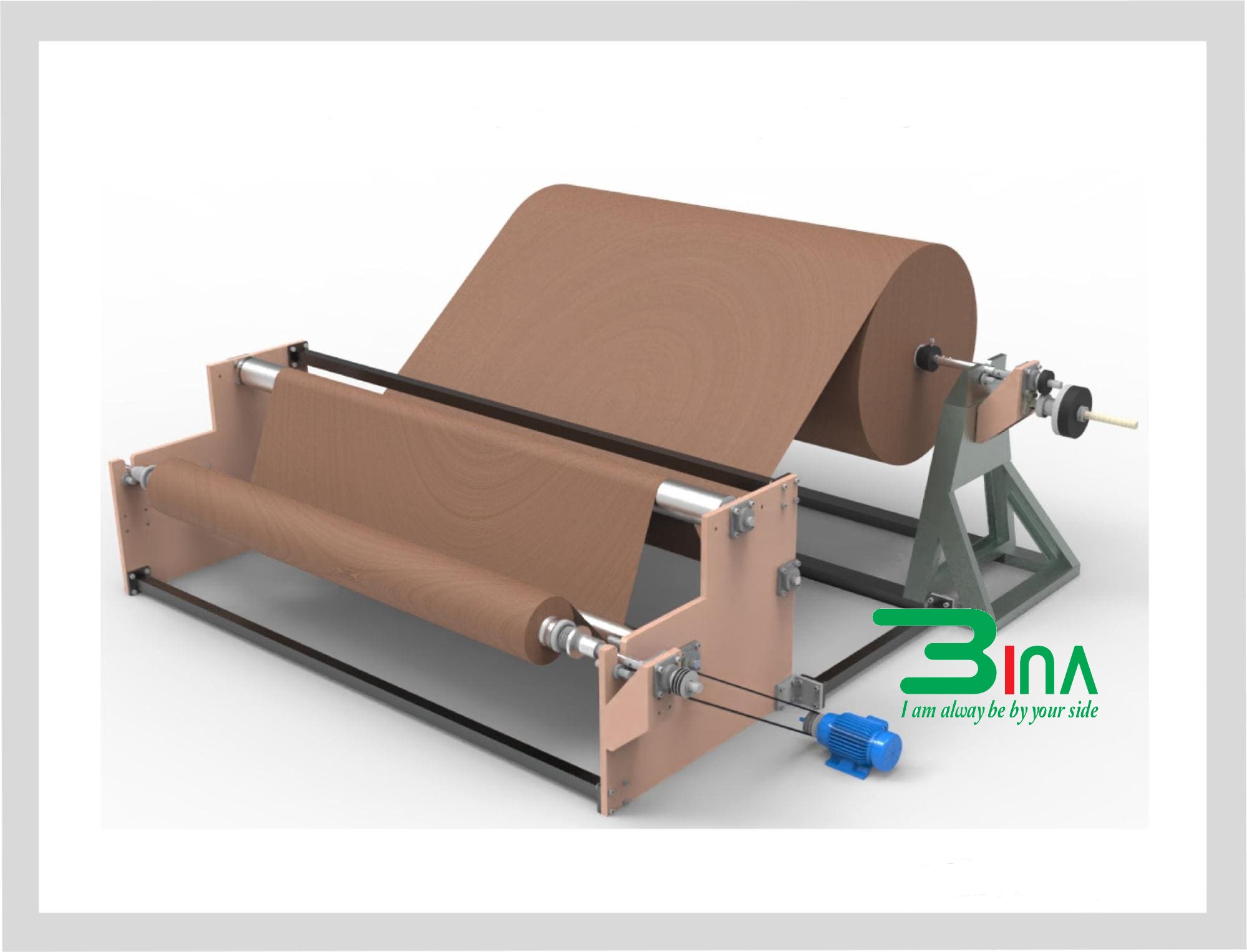
Lõi dùng trong sản xuất băng keo và nhãn được cung cấp cho các nhà sản xuất các sản phẩm này. Loại lõi sử dụng khác nhau tùy thuộc vào việc băng keo trong, có màu, chịu lực hay loại nhãn cụ thể được sản xuất. Đối với băng keo, quy trình bắt đầu bằng một cuộn vật liệu lớn trải qua nhiều giai đoạn, bao gồm cả việc bôi keo, trước khi được quấn vào lõi.
Cũng có nhiều cách khác nhau về cách sử dụng lõi trong quá trình sản xuất băng keo. Sau khi lõi được tạo thành ống, chúng được cắt theo chiều rộng cần thiết để sản xuất băng keo. Trong một số thiết lập sản xuất, lõi được giao dưới dạng ống chưa cắt và vật liệu băng keo được dán vào các ống dài này trước khi được cắt theo chiều rộng mong muốn.
- Băng keo lõi riêng lẻ: Khi sử dụng lõi riêng lẻ, vật liệu băng keo trải qua một số quy trình để cải thiện độ bền, khả năng sử dụng và căn chỉnh trên lõi. Sau các bước này, máy cắt sẽ cắt băng keo thành các chiều rộng cuộn đã chỉ định. Sau đó, các dải băng keo được quấn quanh lõi nhựa hoặc lõi giấy. Chiều dài của băng keo được dán được xác định bởi thiết kế và thông số kỹ thuật của cuộn. Sau khi hoàn thành các cuộn, chúng được đẩy ra và một bộ lõi mới được chuẩn bị cho lô tiếp theo.
- Băng lõi ống: Trong sản xuất băng sử dụng ống làm lõi, quy trình này giống với quy trình sử dụng trục, trong đó vật liệu được quấn quanh ống sau khi trải qua nhiều bước đảm bảo chất lượng. Giai đoạn cuối cùng tương tự như sản xuất lõi riêng lẻ, trong đó ống dài được cắt để phù hợp với kích thước và chiều rộng của băng.
- Lõi nhãn: Quy trình sản xuất nhãn tuân theo quy trình tương tự như sản xuất băng, với những điểm khác biệt chính về vị trí, in ấn và loại nhãn. Nhãn trống được cắt khuôn và quấn vào lõi, trong khi nhãn in được dán vào vật liệu trước khi dán vào lõi. Khi dán nhãn vào lõi, điều quan trọng là phải chỉ định hướng quấn của nhãn, có thể được đặt thành một trong tám vị trí tua lại có thể. Lựa chọn phương pháp tua lại phụ thuộc vào cách nhãn sẽ được gỡ khỏi lõi và nhãn được quấn ra hay quấn vào. Phương pháp tua lại phổ biến nhất, trong đó nhãn được gắn vào bên ngoài lõi, thường được tìm thấy ở các vị trí tua lại từ 1 đến 4. Vị trí tua lại được xác định trong quá trình sản xuất khi cuộn nhãn được gắn vào lõi.
 |
Lõi băng và nhãn được sử dụng như thế nào?
Mặc dù lõi băng và nhãn thường được gọi bằng những cái tên này, nhưng chúng được sử dụng trong nhiều ứng dụng khác nhau để quấn và quấn lại các vật liệu khác nhau. Mục đích sử dụng lõi ảnh hưởng đáng kể đến quy trình sản xuất của lõi. Sự khác biệt này đặc biệt rõ ràng khi so sánh lõi dùng cho khăn giấy với lõi dùng cho băng keo.
 |
- Lõi băng điện: Lõi băng điện được làm từ nhựa để chịu được các điều kiện và môi trường cụ thể mà băng được dán vào. Các lõi nhựa này phải chống được dung môi và hóa chất để đảm bảo độ bền.
- Lõi nhãn giá: Lõi nhãn giá được đưa vào máy in và được thiết kế để xoay và phân phối nhãn trong quá trình in. Do nhu cầu in nhãn, các lõi này được chế tạo để chắc chắn và bền hơn các loại khác. Chúng được thiết kế để chịu được trọng lượng của nhãn, thường nặng hơn các vật liệu được sử dụng trong các ứng dụng lõi khác.
- Lõi băng máy tính tiền: Băng máy tính tiền có nhiều dạng khác nhau, bao gồm cuộn hai hoặc ba lớp không chứa carbon. Lõi băng dính máy tính tiền có thể được làm bằng nhựa hoặc giấy, tùy thuộc vào loại máy tính tiền. Những loại băng dính này có nhiều độ rộng khác nhau, được thiết kế riêng để phù hợp với các máy tính tiền khác nhau. Một cân nhắc quan trọng đối với lõi băng dính máy tính tiền là tính dễ vận chuyển và lắp vào máy tính tiền.
- Băng dính Gaffer: Băng dính Gaffer được biết đến với độ bền cao và tính linh hoạt, có nhiều kích thước lõi từ một inch đến bốn inch. Không giống như nhiều loại băng dính khác, băng dính Gaffer được làm từ vải cotton dày với chất kết dính nhạy áp suất có độ bền đặc biệt. Do được sử dụng trong các ứng dụng đòi hỏi khắt khe, lõi băng dính Gaffer phải đủ chắc chắn để chịu được trọng lượng của băng dính và chịu được tác động trong quá trình sử dụng.
 |
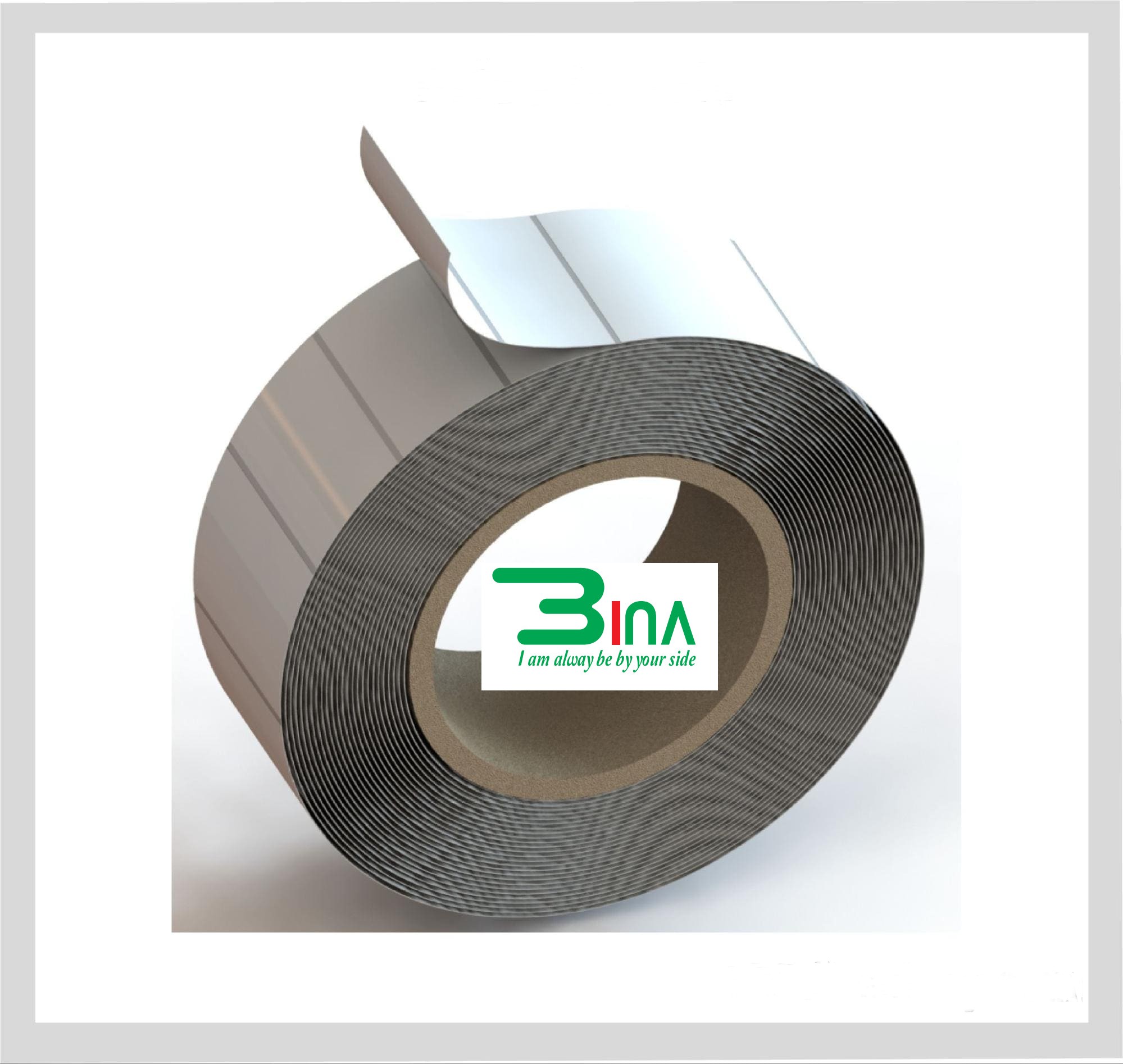
Tem nhãn cuộn gồm cấu tạo như nào?
Cấu trúc in của nhãn tự dính chủ yếu gồm năm lớp: lớp phủ trên cùng, lớp nền, lớp keo, lớp tách và lớp giấy lót. Cấu trúc này được thiết kế cho việc dán nhãn tự động bằng máy móc và có cả phiên bản cuộn vào và cuộn ra, phù hợp để dán nhãn cho nhiều loại bao bì khác nhau. Vật liệu của nó rất đa dạng, bao gồm giấy (như giấy tráng phủ) và màng phim, để đáp ứng các nhu cầu khác nhau như khả năng chống mài mòn và chống ẩm.
I. Cấu trúc năm lớp cốt lõi (từ trên xuống dưới)
- Lớp phủ trên cùng: Nằm ở lớp trên cùng, được sử dụng để tăng độ bám dính, khả năng chống mài mòn và chống thấm nước của hình in, hoặc để xác định độ bóng/mờ.
- Lớp nền: Vật liệu chính của nhãn, được in trực tiếp lên. Các vật liệu phổ biến bao gồm giấy tráng phủ, giấy nhiệt, PET, PP, PVC, PE, v.v.
- Lớp keo: Được sử dụng để dán lớp nền vào vật cần dán nhãn, bao gồm keo gốc nước, keo gốc dầu và keo nóng chảy, với các đặc điểm như keo vĩnh cửu, keo có thể tháo rời và keo siêu dính.
- Lớp phủ chống dính/Silicone: Được phủ lên bề mặt giấy nền, lớp phủ này làm suy yếu liên kết giữa chất kết dính và giấy nền, cho phép nhãn dễ dàng bóc ra.
- Giấy nền (Lớp lót): Lớp nền, thường là giấy glassine hoặc giấy kraft, bảo vệ bề mặt chất kết dính và đảm bảo độ chính xác của việc cắt khuôn, phù hợp với máy dán nhãn tự động tốc độ cao.
II. Các yếu tố chính của quy trình xử lý nhãn cuộn
- Dạng cuộn: Được chia thành cuộn trong (nhãn bên trong) và cuộn ngoài (nhãn bên ngoài), được lựa chọn theo yêu cầu về hướng của máy dán nhãn tự động, như được mô tả bởi Xincaiyi Label Printing.
- Cắt khuôn và loại bỏ phế liệu: Việc cắt khuôn được thực hiện trực tiếp trên vật liệu cuộn, và phần phế liệu thừa được loại bỏ để đảm bảo mỗi nhãn được cắt riêng lẻ.
- Quy trình in ấn: Các quy trình thường được sử dụng bao gồm in flexo (thân thiện với môi trường và hiệu quả cao), in letterpress và in gravure, phù hợp với sản xuất liên tục quy mô lớn.
III. Kịch bản ứng dụng
Nhãn cuộn (nhãn tự dính dạng cuộn) được sử dụng rộng rãi trong nhiều dây chuyền sản xuất tự động, chẳng hạn như dán nhãn tự động tốc độ cao cho các hộp đựng thực phẩm, thuốc và mỹ phẩm. So với giấy đơn, hiệu quả sản xuất của chúng cực kỳ cao.
 |
Phân loại in tem nhãn cuộn
In ấn nhãn (nhãn tự dính) chủ yếu được phân loại thành in flexo (chủ yếu sử dụng mực gốc nước, in bằng máy), in letterpress, in gravure, in lụa và in kỹ thuật số dựa trên quy trình in, thiết bị và vật liệu. Thường được sản xuất với tốc độ cao, liên tục theo cuộn trên giấy cuộn, và được sử dụng phổ biến cho sản xuất hàng loạt bao bì sản phẩm, nhãn logistics và nhãn chống hàng giả. Phân loại in nhãn:
Phân loại theo công nghệ in:
- In Flexo: Phương pháp chủ đạo, in bằng máy, sử dụng mực gốc nước, phù hợp cho sản xuất hàng loạt giấy cuộn với yêu cầu bảo vệ môi trường cao, ví dụ như thị trường Bắc Mỹ.
- In Letterpress: Một quy trình truyền thống tương đối hoàn thiện, phù hợp với nhãn tầm trung đến cao cấp, với độ rõ nét hình ảnh cao.
- In Gravure: Phù hợp cho in bao bì chất lượng cao, số lượng lớn, thường sử dụng trục lăn khắc điện.
- In kỹ thuật số: In không cần bản kẽm, phù hợp cho sản xuất nhãn cá nhân hóa, số lượng nhỏ và in thử nhanh.
- In lụa: Phù hợp cho các hiệu ứng mực đặc biệt, chẳng hạn như chống hàng giả và phủ vecni UV cục bộ.
Phân loại theo loại thiết bị in ấn và gia công:
- Máy in nhãn tích hợp: Mỗi máy hoạt động độc lập, tạo điều kiện thuận lợi cho việc gia công sau in (ví dụ: cán màng, cắt khuôn).
- Máy in nhãn vệ tinh: Phù hợp với các vật liệu dễ biến dạng như màng phim, cho độ chính xác in cao.
Phân loại theo loại mực:
- Mực gốc nước: Thân thiện với môi trường, được sử dụng rộng rãi trong in flexo.
- Mực UV: Tốc độ khô nhanh, độ bóng cao, phù hợp với bề mặt nhẵn, được sử dụng rộng rãi trong in letterpress và in tích hợp.
Quy trình chính: In nhãn cuộn nhấn mạnh tính liên tục, thường sử dụng sản xuất cuộn, bao gồm gia công in, phủ vecni, dập nóng, cắt khuôn và tái chế phế liệu.
 |
Vật liệu dùng để in tem nhãn cuộn
Vật liệu dùng để in nhãn (nhãn tự dính) chủ yếu được chia thành giấy và màng, mỗi loại có chất kết dính và giấy nền khác nhau. Các loại giấy, chẳng hạn như giấy tráng phủ và giấy tráng gương, phù hợp với ngành logistics và thực phẩm. Các loại màng, chẳng hạn như PET, PP, PE và PVC, có khả năng chống thấm nước, chống dầu, chống rách và chịu nhiệt độ cao, phù hợp cho việc dán nhãn lâu dài trong ngành mỹ phẩm, thiết bị gia dụng và hóa chất. Loại vật liệu in nhãn thông dụng:
Chất liệu giấy
- Giấy mỹ thuật: Được sử dụng phổ biến nhất, phù hợp với các loại nhãn chất lượng cao, chẳng hạn như nhãn hàng hóa siêu thị và nhãn rượu.
- Giấy tráng gương: Độ bóng cao, bề mặt mịn, cho hiệu ứng in sáng hơn.
- Giấy nhiệt/Giấy chuyển nhiệt: Có lớp nhiệt trên bề mặt, cho phép in nhiệt trực tiếp mà không cần ruy băng; thường được sử dụng trong logistics và chuyển phát nhanh, và nhãn cân điện tử siêu thị.
- Giấy tổng hợp: Kết hợp những ưu điểm của nhựa và giấy, có đặc tính chống thấm nước, chống rách và độ bền cao.
Màng film nhựa
- PET (Màng polyester): Độ bền kéo cao, chịu nhiệt độ cao và kháng hóa chất, thích hợp cho dán nhãn điện, cơ khí và ngoài trời lâu dài.
- PP (Polypropylene): Chống nước và dầu, thích hợp cho mỹ phẩm và các sản phẩm chăm sóc cá nhân.
- PE (Polyethylene): Độ dẻo tốt, thường được sử dụng trong bao bì ép đùn.
- PVC (Polyvinyl Chloride): Bền, chủ yếu được sử dụng cho nhãn chống lão hóa ngoài trời và nhãn màng co.
Vật liệu đặc biệt
- Giấy bạc: Chống ẩm và chịu nhiệt độ cao, được sử dụng cho các ký hiệu đặc biệt.
- Giấy huỳnh quang: Biển báo nhìn đêm.
Gợi ý lựa chọn
- Sử dụng ngắn hạn: Giấy tráng phủ, giấy nhiệt.
- Chống thấm nước và kháng hóa chất: PET, PP, PE.
- Môi trường ngoài trời: PVC, PET.
- Độ bám dính cao: Vật liệu yêu cầu chất kết dính mạnh hoặc chất kết dính đặc biệt có thể giặt được.
 |
Hướng dẫn sử dụng in tem nhãn cuộn
Việc vận hành máy in nhãn chủ yếu gồm bốn bước: lắp đặt vật tư tiêu hao, kết nối thiết bị, cài đặt phần mềm và in ấn. Đầu tiên, lắp đặt và cố định cuộn nhãn, đảm bảo giấy đi qua cảm biến; thứ hai, kết nối với máy tính/điện thoại qua USB hoặc Bluetooth; sau đó, thiết lập kích thước giấy và khoảng cách trong trình điều khiển hoặc phần mềm; cuối cùng, chỉnh sửa nội dung và nhấn in. Thường xuyên vệ sinh đầu in để đảm bảo chất lượng in tốt.
I. Cài đặt và chuẩn bị phần cứng
- Mở máy in: Đứng đối diện với mặt trước của máy in, nhấn các nút trên nắp ở hai bên hoặc phía trên để mở nắp trên.
- Lắp cuộn giấy: Tháo cuộn giấy, lắp cuộn nhãn và sử dụng các thanh chắn cuộn giấy để cố định hai bên, đảm bảo cuộn giấy được đặt ở giữa.
- Luồn giấy: Luồn giấy dưới thanh dẫn giấy, qua giữa cảm biến, kéo nhãn ra mép ngoài của máy in và điều chỉnh chiều rộng của thanh dẫn giấy cho phù hợp với giấy.
- Đóng nắp máy in: Đóng chặt nắp máy in, bật nguồn và đảm bảo máy không phát ra âm thanh báo lỗi.
II. Kết nối với máy tính/điện thoại di động
- Kết nối: Kết nối với máy tính bằng cáp USB hoặc bật Bluetooth trên điện thoại và tìm kiếm tên tương ứng để kết nối (mật khẩu mặc định thường là “1234” hoặc “0000”).
- Cài đặt trình điều khiển: Đảm bảo máy tính của bạn đã cài đặt trình điều khiển máy in nhãn mã vạch tương ứng.
III. Chỉnh sửa phần mềm và cài đặt thông số
- Tạo tác vụ mới: Mở phần mềm chỉnh sửa (chẳng hạn như LabelShop) và chọn mẫu trống “Mới”.
- Thiết lập kích thước giấy: Thiết lập chiều rộng, chiều cao và khoảng cách giữa các nhãn trong thuộc tính máy in theo kích thước nhãn bạn đang sử dụng.
- Chỉnh sửa nội dung: Nhập văn bản, mã vạch hoặc mã QR và điều chỉnh vị trí của chúng.
IV. In ấn và bảo trì
- In: Nhấp vào In, thiết lập số bản sao và máy in sẽ in nhãn.
- Bảo trì: Sau khi sử dụng lâu, khi đã tắt nguồn, dùng tăm bông nhúng cồn lau sạch đầu in nhiệt để loại bỏ cặn carbon và bụi giấy dính.
Lưu ý: Nên hiệu chỉnh cảm biến giấy trước khi in để đảm bảo định vị chính xác từng nhãn.
 |
Kết luận về in tem nhãn cuộn
In nhãn cuộn là giải pháp hiệu quả cao cho ngành công nghiệp bao bì hiện đại, đặc trưng bởi tốc độ sản xuất cao, khả năng thích ứng tự động hóa mạnh mẽ và chất lượng ổn định. Nó phù hợp với các kịch bản dán nhãn tự động khối lượng lớn và có thể đạt được các thiết kế phức tạp và chức năng chống hàng giả thông qua các quy trình in khác nhau (như in kỹ thuật số và in flexo). Cần phải cân bằng giữa vật liệu, chi phí và yêu cầu ứng dụng khi lựa chọn phương án này. Sau đây là những kết luận chi tiết về in nhãn cuộn:
1. Sản xuất hiệu quả cao và khả năng thích ứng tự động hóa
- In ấn và xử lý tốc độ cao: Máy in nhãn cuộn (như công nghệ Memjet) có thể đạt được tốc độ in cực cao, đặc biệt phù hợp với sản xuất hàng loạt và đáp ứng nhu cầu của các máy dán nhãn tự động tốc độ cao hiện đại.
- Khả năng tương thích tự động hóa: Nhãn cuộn không chỉ dễ vận chuyển từ cuộn này sang cuộn khác mà còn hoàn toàn phù hợp với quy trình dán nhãn tự động trên các dây chuyền sản xuất tự động, giúp cải thiện đáng kể hiệu quả đóng gói.
2. Tính linh hoạt trong quy trình và thiết kế
- Quy trình đa dạng: Nhãn có thể được in bằng phương pháp in flexo, in kỹ thuật số và các phương pháp khác, kết hợp với các kỹ thuật xử lý sau như cán màng, phủ vecni và dập nóng.
- Tùy chỉnh cá nhân hóa: Công nghệ in nhãn kỹ thuật số cho phép in số lượng nhỏ, nhiều loại và cá nhân hóa (như số seri) trên vật liệu dạng cuộn.
3. Phạm vi vật liệu và ứng dụng rộng rãi
- Nhiều lựa chọn vật liệu: Phù hợp với nhiều loại giấy và màng (PET, PVC, PP), đáp ứng các yêu cầu môi trường đặc biệt (như khả năng chống đông và chống dầu) của các ngành công nghiệp khác nhau (như thực phẩm, hóa chất tiêu dùng và dược phẩm).
- Chống hàng giả và cấu trúc đặc biệt: Khả năng chống hàng giả bảo mật cao có thể đạt được thông qua thiết kế cấu trúc nhãn, đáp ứng nhu cầu của các thương hiệu trong việc bảo vệ quyền sở hữu trí tuệ.
4. Kiểm soát chất lượng và cân nhắc chi phí
- Chất lượng có thể kiểm soát: So với giấy tờ, giấy cuộn thường có các cạnh gọn gàng và độ căng nhất quán, giúp dễ dàng duy trì độ căng ổn định trong quá trình in. Tránh rủi ro tuân thủ: Do việc thay đổi nhãn thường xuyên trong quá trình dán nhãn tự động, nguy cơ lỗi chính tả và in sai trong quá trình in là cực kỳ cao, đòi hỏi một quy trình in được kiểm soát chặt chẽ để đảm bảo tuân thủ quy định.
- Tối ưu hóa kinh tế: Theo đuổi sự tích hợp giữa in ấn và đóng gói, và phấn đấu đạt đến sự xuất sắc để giảm thiểu lãng phí, từ đó giảm chi phí tổng thể trong bối cảnh giá nguyên vật liệu và năng lượng ngày càng tăng.
Tóm lại, in nhãn cuộn, với hiệu quả cao, chất lượng cao, dễ tự động hóa và tính linh hoạt, là lựa chọn lý tưởng cho các sản phẩm đóng gói hiện đại và số lượng lớn.











